發(fā)布時間:2021-09-13
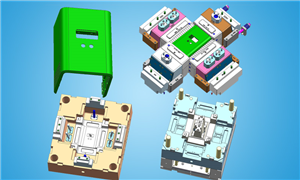
根據(jù)塑件的結(jié)構特點和技術要求,設計了一對一模一腔三板注塑模具,采用點澆口進料,通過T形塊,斜導柱和滑塊,滑塊內(nèi)置斜推塊等復合抽芯機構,解決多方向倒模脫模問題。 生產(chǎn)實踐表明,模具結(jié)構設計合理,抽芯機構穩(wěn)定,工作可靠,安裝方便,空間小,模具零件更換方便,所生產(chǎn)塑料的成型質(zhì)量 件良好,取得了良好的經(jīng)濟效益。
一、塑件外觀要求及結(jié)構分析
吸塵器的外殼是一個裝配件,對外觀和尺寸精度要求很高。 在設計和制造模具時需要保證成型塑料件的外觀和尺寸。 塑件材質(zhì)為ABS+PC,ABS是丙烯腈-丁二烯-苯乙烯共聚物,是一種強度高、韌性好、易加工成型的熱塑性高分子材料; PC是一種聚碳酸酯塑料,具有高強度、寬工作溫度范圍、高透明度、自由染色性和高抗疲勞性; ABS+PC結(jié)合了兩種塑料的優(yōu)良性能,廣泛應用于家用電器、汽車內(nèi)飾件、通訊設備和照明設備。ABS+PC的成型溫度為230~300℃,收縮率為0.5%。
塑件的結(jié)構特點和技術要求如下:①[敏感詞]外形尺寸為180mm×120mm×65mm;②外觀高,不允許有焊痕、縮孔、斑點等缺陷;③塑料件為裝配件,尺寸精度高;④塑件有很多咬邊,增加了模具設計和制造的難度。需要在滑塊中安裝斜推塊才能實現(xiàn)脫模。
二、模具結(jié)構分析
根據(jù)塑件結(jié)構和產(chǎn)量要求,結(jié)合模具加工難度,模具采用一模一腔布局。 塑件內(nèi)表面有加強筋和螺柱,由動模成型。 開模后,塑件留在動模內(nèi); 外表面由定模成型,定模無鑲件及其他組裝件,可保證塑件的表面質(zhì)量。
1.成型件設計
型芯與型腔板采用組合式結(jié)構,各部件單獨加工,節(jié)省制造時間。 型芯采用模具鋼718,具有優(yōu)越的機械性能和可加工性,加工工藝簡單,可延長模具零件的使用壽命。 成型件的分型面應避免尖角和銳邊,以確保可靠密封。 為便于加工和維修,動模設計有多個鑲件,鑲件采用步進定位固定。
2.澆注系統(tǒng)設計
澆口是澆注系統(tǒng)的核心,其形狀和位置直接決定塑件的成型質(zhì)量。 模具為一模一腔結(jié)構,采用單點澆口兩點加料,縮短充模時間,保證充模完成,充模過程溫差小。 點澆口的優(yōu)點是不影響塑件的外觀。 澆注系統(tǒng)的冷凝水可在開模時自動與塑件分離。 缺點是不易加工。
3.抽芯機構設計
塑料件有多個不同方向的倒扣,動模和定模都需要設計抽芯機構。 定模采用“T形塊壓塊+T型塊+鑲件”抽芯,動模采用“斜導柱+滑塊”。滑塊滑動方向的倒扣采用“斜推塊”抽芯,斜導柱與開模方向夾角18°,直徑φ16mm,斜導柱和壓塊固定在固定模板上,開模時,斜導柱帶動滑塊實現(xiàn)抽芯,同時帶動斜推塊脫離倒扣。 合模時,壓塊作用于滑塊復位,同時推動斜推塊復位,模具具有多個側(cè)向抽芯機構,結(jié)構合理,抽芯動作安全、穩(wěn)定、可靠。
4.溫控系統(tǒng)設計
為提高冷卻效率,模具采用直通水路溫控系統(tǒng),水路直徑φ6mm,冷卻水路間距控制在36mm左右。 其中,定模側(cè)設計3組循環(huán)水道,動模側(cè)設計1組循環(huán)水道。 由于滑塊的模塑部分面積占大部分,冷卻水回路也應設計在滑塊內(nèi)。 模具冷卻回路縱橫交錯,總冷卻面積達到塑件總面積的60%左右。 模具各部位溫度均衡,冷卻快速充分,提高了模具的生產(chǎn)效率。
三、模具工作流程
模具整體尺寸為450mm×450mm×516mm,結(jié)構分為注塑、保壓、冷卻、成型后的模具。 開模時,注塑機的滑塊帶動動模,模具首先從分型面PL1開模。 此時固定模板與脫料板分離,澆口骨料與塑件自動分離,T形塊壓緊T形塊。 擋塊脫離塑件,分型面PL1開模距離為10mm,由限位釘控制; 然后動模從分型面PL2打開,定模座板與脫料板分離,澆注系統(tǒng)冷凝料與水口和拉桿分離,澆注系統(tǒng)的冷凝液落下 離開; 從分型面PL3開模,動定模分離。 滑塊由斜導柱帶動實現(xiàn)抽芯,帶動斜推塊脫離倒置 完成30mm開模行程后,注塑機頂桿推動推桿固定板 和推板,通過推桿將塑件推出,完成一次注塑成型。 合模時,注塑機滑塊帶動動模合模,壓塊推動滑塊復位斜推塊,T形塊壓塊推動T形塊復位, 復位桿推動推桿固定板和推板復位,各部件復位。 然后開始下一次注塑。
四、結(jié)論
在定模中設置T形塊+壓塊+鑲件抽芯機構,解決塑件外表面倒扣的脫模問題; 在動模內(nèi)設置斜導柱+滑塊,在滑塊內(nèi)設置斜推塊抽芯機構即可解決塑件內(nèi)部多向反扣的脫模問題。 通過控制開模順序,抽芯機構運行合理,工作穩(wěn)定,成型的塑件質(zhì)量好。








控器3.jpg)
療器材類/假牙清潔器殼.jpg)